BSL? 拉鉚螺母可提供汽車鈑金上內(nèi)螺紋有效支撐。
BSL? 拉鉚螺母提供了理想的解決方案,可用于在汽車鈑金預(yù)制孔上通過拉鉚方式快速進(jìn)行鉚接、提供內(nèi)螺紋支撐件。該系列緊固件包括多種結(jié)構(gòu)類型和不同的連接特性特征,廣泛適用于以金屬鈑金材料為基體的汽車各個(gè)部位。與焊接方法相比,它們可以顯著減少安裝時(shí)間和維護(hù)成本,并且環(huán)保無(wú)污染,不對(duì)鈑金基材周邊材料造成過熱損壞。
關(guān)于拉鉚螺母
BSL? 拉鉚螺母結(jié)構(gòu)設(shè)計(jì)包括了適應(yīng)不同鈑金孔型的防轉(zhuǎn)結(jié)構(gòu)設(shè)計(jì)、密封防水結(jié)構(gòu)設(shè)計(jì)。
1)平頭型、沉頭型
頭部形狀分為平頭和沉頭兩種。平頭型為通用類型,適用于一般對(duì)安裝后平面無(wú)要求的場(chǎng)合;沉頭型適用于要求安裝后平面要求平整的場(chǎng)合。
2)通孔型、盲孔型(防水密封)
螺紋孔設(shè)計(jì)分為通孔和盲孔兩種。其中,盲孔型螺母可以在螺紋連接部分起到密封防水作用,應(yīng)用于需要密封的連接場(chǎng)合。
為進(jìn)一步增加鉚接后的連接孔周邊防水性能,可以在盲孔型產(chǎn)品帽沿根部涂膠處理,提高連接整體的防水性能。
產(chǎn)品代碼 | D | s | L | d1 | s2 | k | s0 | h1 | h |
| 公稱 | Max | 參考 | 參考 | 參考 | Max |
| 參考 | 參考 |
B1022-BLT-050110 | M5 | 6.98 | 11 | 5.9 | 8 | 0.6 | 7.0-7.1 | 9.3 | 0.5-1.5 |
B1022-BLT-050120 | M5 | 6.98 | 12 | 5.9 | 8 | 0.6 | 7.0-7.1 | 9.3 | 1.5-3.0 |
B1022-BLT-060145 | M6 | 8.98 | 14.5 | 8 | 11.5 | 0.7 | 9.0-9.1 | 11 | 1.0-3.0 |
B1022-BLT-060165 | M6 | 8.98 | 16.5 | 8 | 11.5 | 0.7 | 9.0-9.1 | 11 | 3.0-5.0 |
B1022-BLT-080160 | M8 | 10.98 | 16 | 8.75 | 13.5 | 0.85 | 11.0-11.1 | 12.3 | 1.0-3.0 |
B1022-BLT-080180 | M8 | 10.98 | 18 | 8.75 | 13.5 | 0.85 | 11.0-11.1 | 12.3 | 3.0-5.0 |
B1022-BLT-100190 | M10 | 12.98 | 19 | 11.5 | 16 | 1.0 | 13.0-13.1 | 15 | 1.0-3.0 |
B1022-BLT-100210 | M10 | 12.98 | 21 | 11.5 | 16 | 1.0 | 13.0-13.1 | 15 | 3.0-5.0 |
螺紋規(guī)格D | 螺紋保載(N) | 頭部結(jié)合力(N) | 剪切力(N) | 破壞扭矩(N.M) | 轉(zhuǎn)動(dòng)扭矩(N.M) |
公稱 | Min | Min | Min | Min | Min |
M5 | 11500 | 4348 | 2600 | 8 | 1.5 |
M6 | 16500 | 6149 | 3800 | 15 | 3.5 |
M8 | 25000 | 9034 | 5400 | 26 | 4.5 |
M10 | 32000 | 11926 | 6900 | 45 | 8.5 |
拉鉚螺母由于是通過對(duì)產(chǎn)品局部的擠壓產(chǎn)生塑性變形夾緊板材起到連接功能,加工方式通常為冷擠壓成型,故選材需具備良好的塑性,同時(shí)滿足一定的連接強(qiáng)度要求。
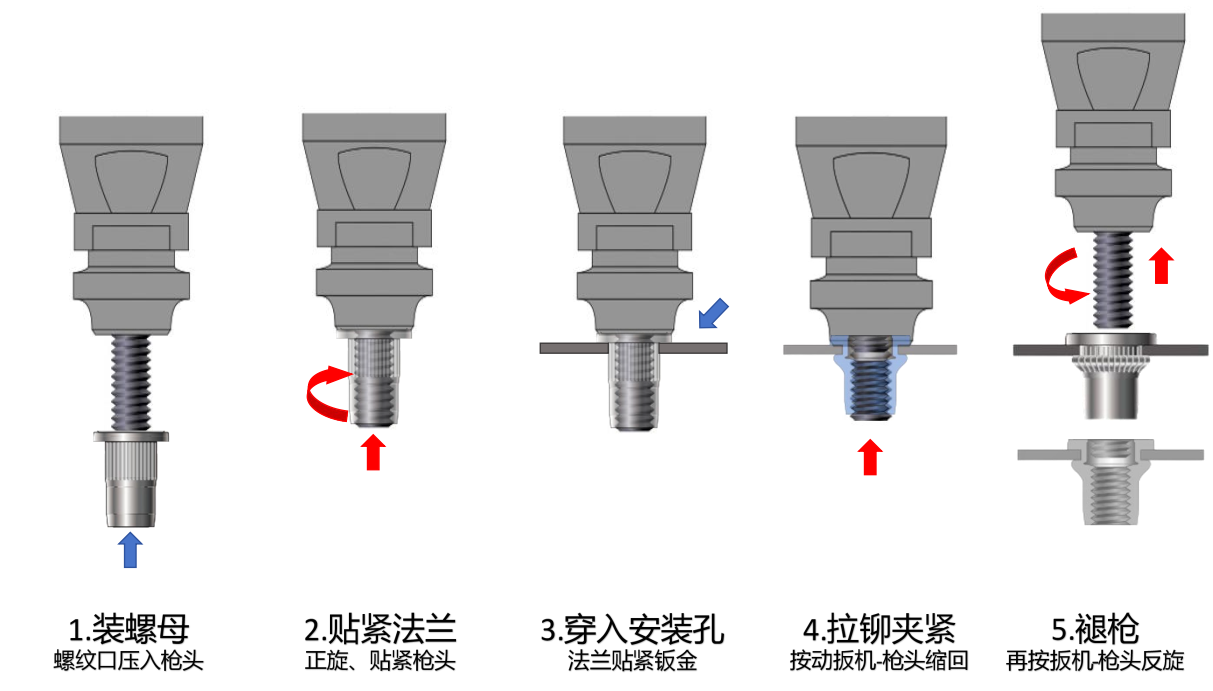
1.1 產(chǎn)品安裝步驟
1)選擇匹配拉力的氣動(dòng)式鉚螺母拉鉚槍,安裝匹配規(guī)格的螺桿,并根據(jù)安裝厚度及工具說明書規(guī)定,調(diào)整合適拉鉚行程;
2)裝入產(chǎn)品,進(jìn)行空拉試驗(yàn),驗(yàn)證行程是否適當(dāng),并根據(jù)鈑金厚度適當(dāng)預(yù)留行程;
3)在試驗(yàn)鈑金上進(jìn)行實(shí)鉚測(cè)試,如下圖1步驟。
4)觀察產(chǎn)品安裝后的夾緊狀態(tài)是否正常。
5)(判定安裝是否失效,請(qǐng)參加后文--產(chǎn)品安裝失效模式圖片)
1.2 操作步驟
手持產(chǎn)品從法蘭端對(duì)齊工具的螺桿頭部,施加初始?jí)毫Γ⒁猱a(chǎn)品應(yīng)保持垂直方向,此時(shí)工具螺桿自動(dòng)旋入產(chǎn)品螺母內(nèi)。產(chǎn)品法蘭面需緊貼工具平面,再將工具以垂直鈑金平面方向穿入安裝孔、貼緊鈑金面,然后扣動(dòng)扳機(jī),螺桿正向旋轉(zhuǎn)開始拉鉚,行程到底后螺桿自動(dòng)反向旋出回位,此時(shí)一次拉鉚動(dòng)作結(jié)束,然后進(jìn)行下一個(gè)工作循環(huán)